A028-3D1L張力控制模式及其拓展
我們曾經說過,3D1L張力控制模式是通澤無溶劑復合機的基礎架構之一。它從第一批無溶劑復合機開始就被采用,一直沿用至今。
與其它所有卷筒料加工設備(如印刷機、涂布機、分切機等)一樣,張力控制系統是無溶劑復合機最基礎最常見的組成部分。但基礎并不意味著沒有技術含量,常見并不代表已經被充分認知。
一、3D1L張力控制模式的基本含義
3D1L張力控制模式是三段浮動輥式(dancing roller)加一段微位移式(load cell)張力組合控制方式的簡稱。其中D代表dancing roller(浮動輥),L代表load cell(微位移傳感器)。
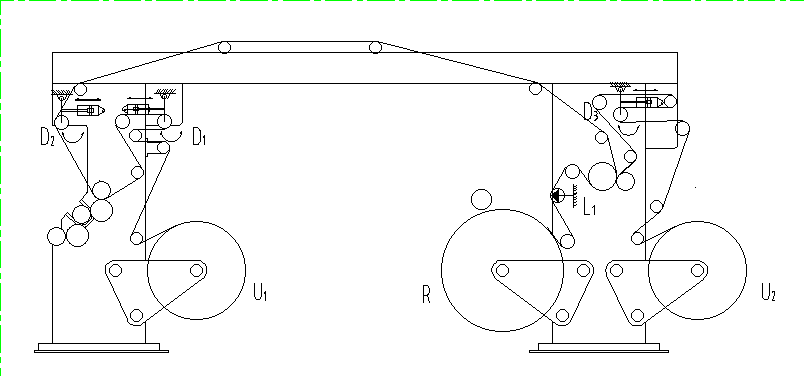
3D1L張力控制模式實際上是一種整機張力組合模式,它是建立在分段獨立式張力控制(independently sectional tension controller)基礎上的。典型的3D1L張力控制模式如圖1所示。
圖1中,U1、U2和R分別表示第一放卷、第二放卷和收卷單元;
D1、D2 和D3分別表示第1、2和3號浮動輥,而L1表示微位移傳感器。
不難看出,無溶劑復合最簡單整機張力系統由四段組成:第一放卷、通道、第二放卷和收卷。第一放卷段指第一放卷軸與涂布副之間的區段;通道段指復合副和涂布副之間的區段;第二放卷段指第二放卷軸與復合副之間的區段;收卷段指收卷軸和復合副之間的區段。
在這里,涂布副指涂布鋼輥和涂布膠輥的組合,復合副指復合鋼輥、復合膠輥和背壓輥的組合。涂布副和復合副都屬于牽引副。
3D1L張力控制模式到推出現在已經使用多年,各種機型速度不同,具體結構和參數也不斷改進,但基本型式并未改變,而且機速從10~650米/分都獲成功應用和生產驗證,因此它已經成為無溶劑復合機基本機型張力系統的經典模式。
二、3D1L張力控制模式為何成為經典模式
3D1L模式之所以成為經典模式,主要是由三個要素決定的:
- 軟包裝基材和復合結構的要求;
- 無溶劑工藝的特點;
- 浮動輥和微位移張力控制方式的特點。
1. 軟包裝基材和復合結構的要求
- 大多是輕薄的塑料薄膜,品種、寬度和厚度規格多,拉伸性PE常見,因此要求全寬張力范圍大、基材適應性廣。
- 主基材大多為印刷膜,膜卷的偏心度、端面整齊度和松緊度相差較大,張力檢測單元的“吸震性”強,尤其是在第一放卷單元。
- 多層結構、厚基材和鋁箔復合比例增加,要求盡量縮短走料路徑,減少膜料經過導輥的彎曲度。
2. 無溶劑工藝的特點
- 無溶劑復合最大特點之一是初粘力低,要求復合到收卷段的復合膜受到的擾動和彎曲盡可能小,以最大限度地維持復合狀態(貼合狀態)。
- 由于初粘力低,對兩基材張力的匹配性也更高,特別是無溶劑復合速度高,對張力控制精度和穩定性、和收卷一致性要求都更高。
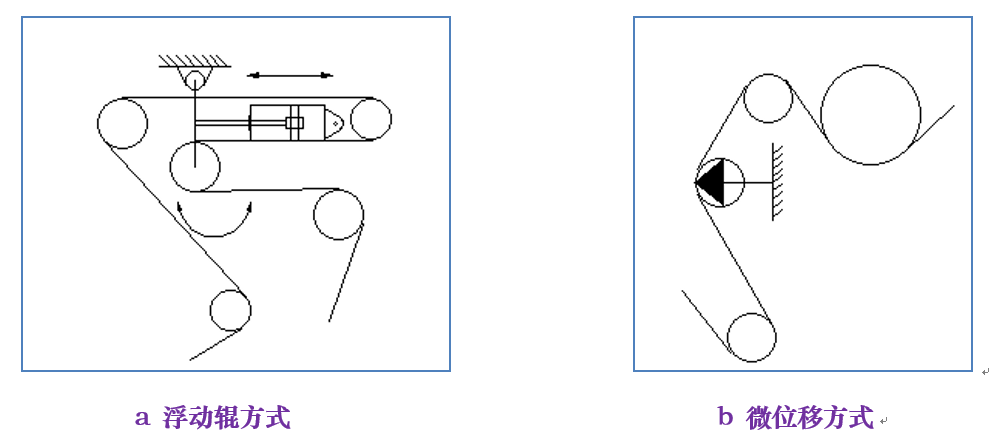
3. 浮動輥和微位移張力控制方式的特點
- 浮動輥方式:可大范圍擺動(比如常用150-200mm),對偏心和松緊不一卷料、拉伸性基材、加減速料帶劇變、停機離壓式料帶長度突變都有良好的適應性。
- 微位移方式:檢測精度和靈敏度高,特別適合拉伸性小、走料路徑改變小的基材,對鋁箔、紙張、片材、二次或三次復合優勢明顯。
三、基于3D1L張力模式的拓撲變換
根據基材類型、復合結構、工藝流程的變化,3D1L張力控制模式還有不同的拓撲變換,幾乎不受限制。
下面介紹三個最常見的軟包裝張力系統布局圖,分別是鋁箔復合(圖3)、陰陽膜復合(圖4)和三拼復合(圖5)。
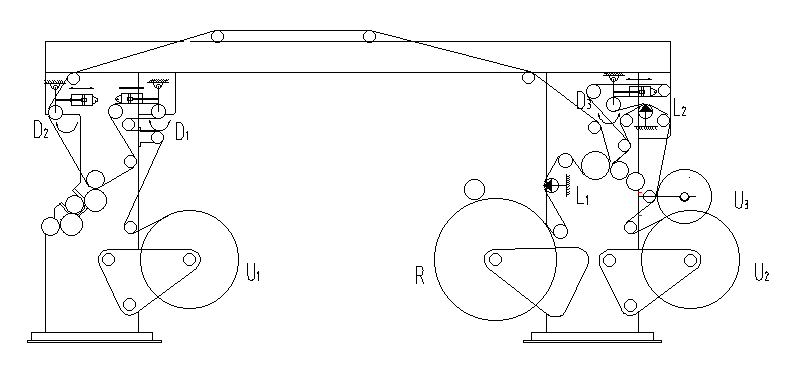
圖3是鋁箔復合機布局圖,與圖1相比,增加了鋁箔專用放卷單元U3,采用短路徑走料,并采用了微位移(如L2)張力控制方式。
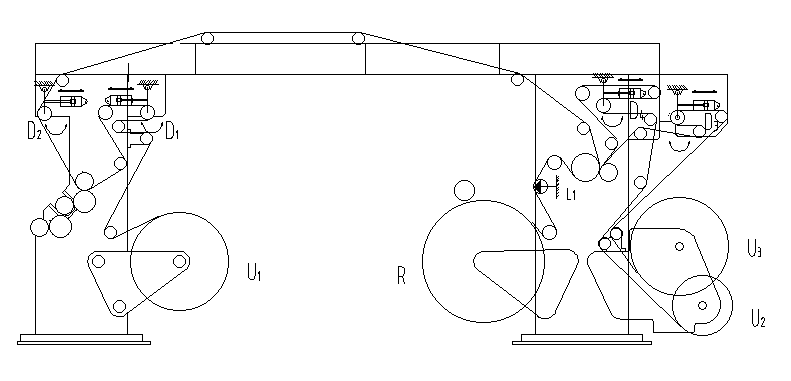
圖4是雙軸雙浮輥陰陽膜復合機布局圖,附加薄膜放卷單元U3,其走料路徑也采用了浮動輥張力控制方式,即U2和U3兩個放卷單元均采用浮動輥方式,構成了所謂“雙軸雙浮輥”結構。
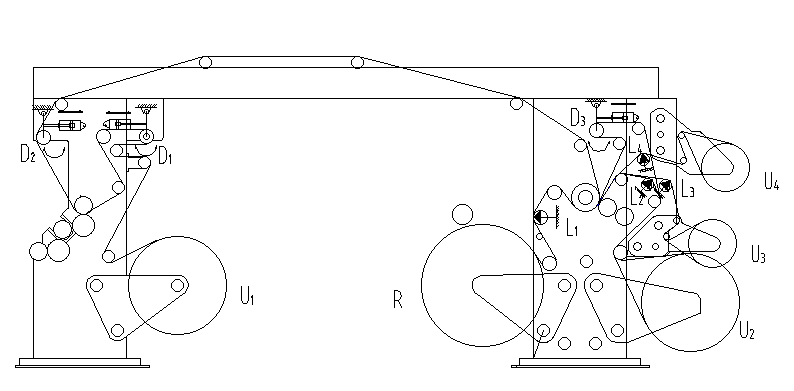
圖5是高精度高速三拼復合機布局圖,附加紙張放卷單元U3和U4,其走料路徑均采用微位移方式。
圖3、圖4和圖5所示系統均來自通澤實際產品,均得到了實際生產驗證,并投入了批量生產。當然,這幾個布局方案均為通澤專利技術。
其它各種不同用途的復合機,包括三層復合機、四層復合機、雙工位復合機、非薄膜類基材復合機(如紙塑復合、片材復合、織物復合)等均可在此基礎上調整或擴展應用,理論上不受限制。
順便提示一點:整機張力模式及其組合方式遠比各段張力結構或精度更為重要。
整機張力布局決定了各基材從放卷到收卷的走料順暢性和張力匹配性,各段張力具體結構參數或精度只要在整機布局合理的條件下才有實際意義。簡言之,一個是整體,一個是局部,兩者關系不能顛倒。
(供稿 左光申)