A004-聚乙烯(PE)材料無溶劑復(fù)合工藝控制要點(diǎn)
聚乙烯(PE)材料在復(fù)合軟包裝中應(yīng)用非常廣泛,在應(yīng)用無溶劑復(fù)合工藝時,會呈現(xiàn)一些與在其它復(fù)合工藝中不同的問題,要特別注意進(jìn)行工藝控制。
一、 PE無溶劑復(fù)合常見工藝問題
PE無溶劑復(fù)合工藝控制不好時,常常出現(xiàn)如下情況:
1、 制袋時,袋的表面非常滑,袋不好收
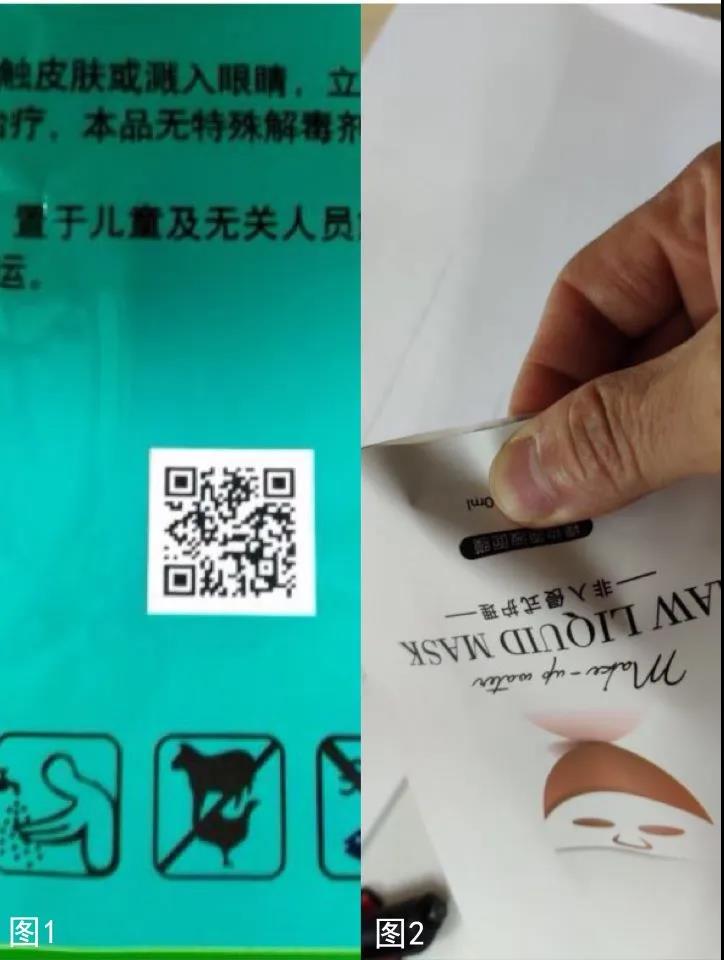
2、 打碼困難(圖1)
3、 卷料上自動包裝機(jī)時機(jī)速不能快
4、 袋無法開口(圖2)
二、 主要原因
上述問題表現(xiàn)形式不同,原因各有不同,最集中的原因是無溶劑膠水中的聚醚成份會與薄膜中的爽滑劑反應(yīng),使得已析出到聚乙烯薄膜熱封面的爽滑劑成份大量向內(nèi)或外遷移,熟化后造成復(fù)合膜摩擦系數(shù)偏大。這種情況在PE較薄的時候更容易發(fā)生。
這些問題常常令操作和工藝管理人員困擾和頭疼。
多數(shù)情況下,PE工藝問題并不是單一因素作用的結(jié)果,而是常與幾種因素密切相關(guān),這些因素包括熟化溫度、涂膠量、收卷張力、PE本身組成和膠黏劑特性等。
三、 控制要點(diǎn)及方法
上述PE復(fù)合工藝問題的解決主要聚焦摩擦系數(shù)偏大,可以通過下表幾種方法來調(diào)節(jié)和控制。
| 序號 | 控制因素 | 控制要點(diǎn) | 備注 |
| 1 | 復(fù)合與熟化的溫度 | 復(fù)合與熟化的溫度適當(dāng),通常設(shè)定在35-38℃。 | 復(fù)合與熟化的溫度對摩擦系數(shù)的增加對非常敏感,溫度越高,無溶劑膠水與薄膜中的爽滑劑反應(yīng)越劇烈。適當(dāng)溫度內(nèi)可保證摩擦系數(shù)適合,又不影響剝離強(qiáng)度。 |
| 2 | 收卷松緊度 | 在保證無卷芯皺、復(fù)合材料熟化后表面無氣泡情況下,收卷張力盡可能地小。 | |
| 3 | 上膠量 | 保證剝離強(qiáng)度前提下,把上膠量控制在比下限值略高。 | |
| 4 | 原材料聚乙烯(PE)薄膜 | 1、適當(dāng)多添加爽滑劑或摻入適量的無機(jī)類的開口劑,如:二氧化硅微粉。2 、改變聚乙烯爽滑劑成分,采用硅酮母粒代替酰胺類,酯類爽滑劑。 | |
| 5 | 合適的膠黏劑 | 可選擇專門針對摩擦系數(shù)的膠黏劑型號。 | 現(xiàn)無溶劑膠黏劑可分為聚醚型和聚酯型兩種。無溶劑膠水中的聚醚成份會與薄膜中的爽滑劑反應(yīng),不是說無溶劑復(fù)合聚乙烯(PE)時聚醚型的膠黏劑不能用,聚酯型的膠黏劑一定行。膠黏劑是一種組合性配方。 |
此外,在實(shí)際生產(chǎn)中偶爾還會碰到摩擦系數(shù)偏小的情形,要根據(jù)具體情況做一下與上述措施相反的操作。
(供稿 賀勇)